
 При строительстве волоконно-оптической линии связи (ВОЛС) возникает потребность выполнять соединение отдельных участков кабельной трассы. Длина оптического кабеля в десятки и сотни раз меньше протяженности магистрали, поэтому сращивание линий связи – стандартная процедура при прокладке ВОЛС.
При строительстве волоконно-оптической линии связи (ВОЛС) возникает потребность выполнять соединение отдельных участков кабельной трассы. Длина оптического кабеля в десятки и сотни раз меньше протяженности магистрали, поэтому сращивание линий связи – стандартная процедура при прокладке ВОЛС.
Для сращивания волоконно-оптического кабеля применяется два способа:
- Механический способ – посредством соединения оптических волокон с помощью соединителя. Метод используется нечасто, поскольку его применение сказывается на качестве сигнала. Этот вариант подходит для оперативного устранения обрыва кабеля в полевых условиях.
- Термический способ (сварка ВОЛС) – надежный метод, обеспечивающий неразъемное сращивание волокон кабеля между собой и минимальный уровень потери сигнала. Проведение работ требует применения специального инструментария и сварочного оборудования.
Сварка волоконно оптического кабеля – основной метод соединения кабелей при прокладке и монтаже ВОЛС. Наличие в составе материально-технической базы оборудования, материалов и квалифицированных сварщиков, наша гарантия выполнения поставленных задач с соблюдением сроков.
Сварочное оборудование
Высокий уровень качества сварного соединения оптики и малые сроки выполнения работ обеспечиваются использованием современных сварочных аппаратов – оборудования с автоматической системой управления. Сварочный аппарат выполняет сварку волокон оптического кабеля и позволяет на месте провести тестирование качества сварного соединения.
Современные сварочные аппараты универсальны и могут сваривать все типы оптических волокон — режим сварки оптического кабеля, в соответствии с его типом, настраивается автоматически.
Сварка оптического кабеля
После завершения монтажа кабеля его отдельные строительные длинны свариваются друг с другом, место сварки помещается в оптическую муфту. Корпус муфты обеспечит герметичную защиту места соединения оптических волокон от воздействия внешних факторов.
Процесс сварки включает следующие операции:
- Подготовка кабеля к работам: разделка, снятие внешней изоляции и изоляции оптических модулей, очистка волокон гелем. В рамках операций используются инструменты и материалы из специального набора.
- На подготовленные волокна устанавливаются комплекты защиты соединений (КДЗС), которые состоят из силового стержня и термоусадочных трубок.
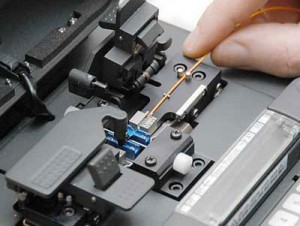
- Концы волокон зачищаются, после чего каждое волокно скалывается оптическим скалывателем.
- Соединяемые волокна помещаются в V-образные канавки сварочного оборудования и совмещаются (юстируются). Точность совмещения обеспечивается выполнением юстировки под микроскопом или в автоматическом режиме.
- Сварка оптического кабеля происходит посредством разогрева концов волокон в электрической дуге и их совмещения. Тип и параметры сварки определяются автоматически в соответствии с оценкой аппаратом типа оптического волокна.
- Оборудования в автоматическом режиме оценивает затухание и проверяет соединение на прочность.
- КДЗС устанавливается на место сварки, которое помещается для термоусадки в тепловую камеру.
Все важные параметры качества сварки выводятся на монитор сварочного аппарата и позволяют оператору отслеживать условия проведения операций.
Важным этапом сварочных работ является дефектоскопия, которая проводится в отношении каждого сварочного шва, сразу после завершения сварки. Эта операция входит в перечень задач, решаемых с помощью сварочного оборудования, оснащенного лазерной насадкой. Цель дефектоскопии – определить степень искажения сигнала на шве, которая серьезно влияет на оценку качества работ.
После завершения всего комплекса сварочных работ, ВОЛС диагностируется на предмет обнаружения и измерения основных параметров оптоволоконного кабеля, наличия повреждений и других событий. Для диагностики используются оптические рефлектометры (OTDR) – приборы определяющие параметры и состояния, визуализируя данные по итогам диагностики посредством построения рефлектограмм.
Рефлектограмма
Расшифровка рефлектограммы и анализ данных позволяют получить следующие данные:
- длина оптоволоконного кабеля;
- расположении сварных соединений и их качестве (показатель потерь на сварке,dB);
- расположении коннекторов и их качество (показатели потерь и отражения, dB);
- наличии и места расположения повреждений (обрывов, макро изгибов, трещин);
- других основных событиях, параметрах отражения и потерь на них;
- суммарных потерях на линии.
OTDR диагностика и расшифровка рефлектограммы осуществляются в дальнейшем при сдаче проекта ВОЛС заказчику и выполнении работ по обслуживанию ВОЛС.